��ֹ�ѹ�����鷽��GB246-63ָ��ѹ�����鱾���������ǣ������Լ��������ѹ��涨�ߴ�ı������ܣ�����ʾ��ȱ�ݡ���������ֹ�����������ѹ�����������Ӧ���ͱ����ص㣬ѹ������Ӧ����ʾ�ܲĿ������ѣ���Ӧ�����£��Ϳ������ѣ���Ӧ�����£�������������ʾ���ڲ�ȱ�ݺͱ���ȱ�ݡ�
�ҹ�������ֹ����е�ѹ������������ǹ涨��һ����ƽ��࣬��ѹ����H��ʽ����ֵ����ѹ���ڱھ�Ϊ2S��4S����ѹ���ھ���0.4����0.5�������⾶��0.5������û�й涨ѹ�����ھ��غϡ������ڱڽӴ����ġ���˵�����ҹ��ֹܱ�������ѹ������֮���岻���ڴ���ʲô��̽�ˡ������������� ���ͱ��������Ͽڡ����飬�����ڿ��˸ֹ�֮���������ܡ�������ͬѹ��̶��£��������ܲ��õģ����������ƻ��ѿڣ��������ܲ��õģ����������ˡ��������ܡ����ǿ��˸ֹܱ���֮�������������������������ȴ���״̬���ͽ���֮���ܶ��йء��ڸ��ֺͶ�ѹ��һ�������£��������ȴ����̶ȣ���������¶ȣ������˻��ƶȣ�������Բ����������ȡ����գ���ʹ֮�������ܺã������ӡ��������ܡ�֮������ʩ��
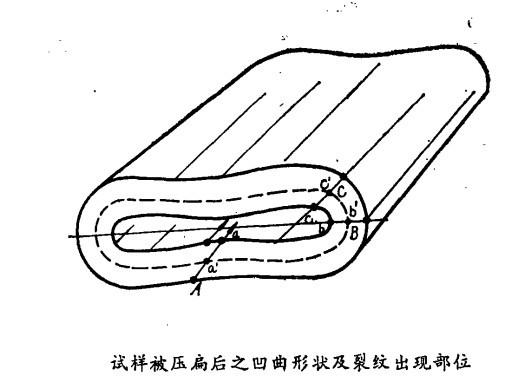
���ҹ�����ֹ����У�ѹ�������Ƿ�����ʾ����ȱ�ݵ������أ�Ӧ����Ϊ��û�еġ�������Ϊ�ڹ���������ѹ���������������ڸֹ���ۼ��֮ǰȡ�����ģ��ⲻ����һ������ȱ�ݴ��ڣ����κ�һ����ֹ�����������һ���ı���ȱ�ݴ��ڡ����ijһ����ȱ�����ô���ѹ��ʱ֮�����Ӧ����λ�ϣ����������ơ��ѿڵ���Դ��������������ơ��ѿ���Ϊ�ж�������ѹ�ⲻ�ϡ������ݣ���ʵ���Ͼ��ǶԱ�����������ķ����Dz����������κα���ȱ�ݡ����ִ�����ж�����������ѹ������ͬ�������������������������Ҫ���ǻᵼ��������λ���ò���Ҫ���ȴ�����ʩ���Ӷ���������ϵ��˷Ѻֹܱ��������Ľ��͡�